Ajeet Singh
A new hybrid grease trap (GT) device has been proposed for considerable heat recovery from commercial kitchen hot wastewater and its ability to increase the efficiency of removing fat, oil, and grease (FOG). In the short piece below, a summary of the article published in the Journal of Cleaner Production is presented. You can access the full paper here.
A grease trap (GT) is a device commonly installed at commercial food facilities for grease removal and is a mandatory requirement for commercial kitchen wastewater discharge in Ireland and in many other countries. Grease traps operate by collecting all discharges from the kitchen for a specified amount of time to enable the separation of fats, oil and grease (FOG) from the flow. In terms of wastewater heat recovery the grease trap could act as an already existing store of hot-wastewater in which heat exchange in addition to FOG removal could take place, thus overcoming the cost disadvantage of purpose built storage-based WWHR systems.
In our study, a GT was integrated with a heat recovery unit, also called a hybrid GT system. Two heat exchanger (HX) designs for heat recovery were tested individually and then compared in terms of their thermal recovery capabilities: a planar type (Fig. 1) and a rectangular coil type (Fig. 2).

Fig. 1. Computational model of the hybrid grease trap system integrated with planar type thermal recovery unit.

Fig. 2. Computational model of the hybrid grease trap system integrated with rectangular coil thermal recovery unit for enhanced thermal recapture from high temperature kitchen wastewater.
The GT with the planar HX was first tested in a set of experiments in the lab (read more here) and then its design was optimized with computer simulations using a commercial software. As a consequence, the planar thermal recovery unit design was upgraded to the rectangular coil type. In fact, variable temperature was observed along the GT depth for which the rectangular HX showed greater potential for heat recovery from the high temperature kitchen wastewater discharge. Therefore, a new optimum design of the rectangular HX was developed and assessed using numerical simulations. The resulting optimum design was found to save 2.6 kW of thermal energy in the kitchen GT and was 48% more efficient compared to the basic planar HX (see Fig. 3).
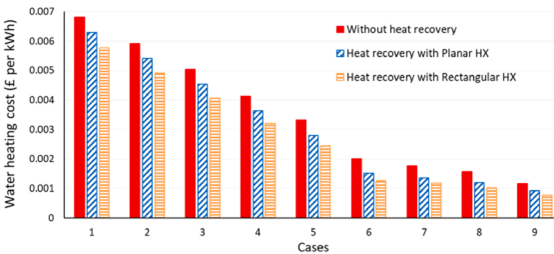
Fig. 3. Cost saving associated with water heating for hybrid GT system retrofitted with planar and rectangular HX units compared with the traditional GT system without a thermal recovery unit.
Based on the results, overall about 40% of the GT wastewater heat was successfully captured using the upgraded thermal recovery unit which would reduce the cost associated with the water heating and steam generation by up to 37%. The ambient temperature greatly impacts the system ability to recapture heat: a higher ambient temperature was found to be favourable due to reduced ambient heat loss from the system.
The proposed designs of thermal recovery units are simple and easy to manufacture, making the concept economically feasible for commercial application. Adaptation of such renewable heat-based systems in commercial kitchens would decrease the use of fossil-based fuels and contribute to reducing the carbon footprint of water heating (see Fig. 4).

Fig. 4. Annual greenhouse gas saving by reducing electricity consumption for water heating by adopting the hybrid GT system. The hybrid GT systems for two different thermal recovery unit designs compared are the planar HX and rectangular HX.
Heat recovery from commercial kitchen GTs has been shown in this study to be technically viable with strong potential for economic viability and positive environmental impact through reducing the carbon footprint of water heating.